Станок с ЧПУ резка пенопласта. Руководство
Скоро весна и многие захотят украсить свой дом декором из пенопласта. А кто-то задумает утеплить свой дом, на характере переждав эту зиму. Ни чем я тут помочь не могу, дешевого способа тут не будет, а расскажу о резке пенопласта для тех кто уже имеет станок с ЧПУ. Опишу несколько основных моментов для тех у кого не получается.
Как всё-таки выбрать пенопласт для фигурной резки.
Обычно для декоративных элементов используют плотный пенопласт М35 (плотность 35). Его дольше резать, скорость резки медленнее., но он плотный хотя основную жесткость дает покрытие, основа из пенопласта также должна быть жесткой.
М25 — Этот пенопласт используют для панелей утепления таких как «ТЕРМОПАНЕЛИ» и » ПОЛИФАСАД» для декора тоже используют если хотят экономить.
Плотность М15 не используют для фигурной резки. Только как упаковку.
Экструзионный пенополистирол, такие бренды как «Пеноплекс» «Полпан» «ТехноНиколь» примерно соответствуют плотности М45. Изначально их придумали чтобы класть под стяжку на пол, но потом стали клеить на стены., но плотный пенопласт не дает больше теплоизоляции так что вам решать клеить или нет на стены.
Как выбрать станок с ЧПУ
При резке пенопласта никуда не уйти от законов физики, пенопласт плавится с одной и той-же скоростью и при той-же температуре на всех станках. Плавится по таму как 98% всех станков с ЧПУ режут его разогретой струной, а она именно плавит пенопласт.
Мусор и влага в пенопласте, основные трудности при резке возникают именно от влаги внутри «Буханки» пенопласта. Влага остужает струну внутри брак в деталях от этого.
Мусор в виде веточек, кусков другого пенопласта добавляют при производстве., а влага это следствие плохой сушки. Причем влага внутри где-то есть, а где-то нет.
Станок по резке пенопласта с ЧПУ это комплекс
Сама рама станка и ПО к нему работают вместе. Если ПО не удобное то будет уходить много времени на настройку и подготовку файла для резки.
Ниже профессиональная программа для резки пенопласта в 2Д. так как оператор станка зачастую видит компьютер только на работе то очень важно чтобы он сразу сориентировался и стал работать.
Э
Ниже я приведу пример всем известной программы Match3 чтобы визуально было понятно что значит дружественный интерфейс.

Вернемся к пенопласту, производитель пенопласта может экономить на сырье ведь из этого и складывается его прибыль. Чем меньше сырья положили при производстве тем пенопласт менее плотный.
Но менее плотный пенопласт быстрее режется поэтому менее плотный не значит плохой.
Для примера одна «Буханка 35 го» будет резатся 3 часа и «буханка 25 го» те же детали и те же размеры, будет резаться 1.5 часа. таким образом в одном случае оператор вырежет за смену 2 буханки, а во втором 4.
Воде нужно время чтобы испарится. А в момент резки разогретая «струна» находя влагу внутри блока пенопласта начинает резко остывать, как следствие перестает успевать расплавлять пенопласт, и нужно снижать скорость с которой двигается станок. У станков с электронным нагревом есть возможность «на ходу» немного, менять и скорость и нагрев, а у кустарных станков такой возможности нет.
Итак как только оператор станка услышал шипение воды, или увидел что углы деталей получаются не острыми, а «Овальными» то он должен снизить на несколько условных единиц скорость. Таким образом станок начнет медленнее двигается и успевать расплавлять пенопласт. Но тут включается второй нюанс «прижёг» это то пустое расстояние в пенопласте которое оставляет разогретая «струна». Обычно мы используем проволоку нихромовую толщеной 0.4 мм так как она дешевая и ее можно хорошо натянуть. Проволока 0.4 мм должна оставлять прижёг или толщину реза примерно 2–2.5 мм. Если не сбросить температуру нагрева, а только скорость то прижёг увеличится до 4–4.5 мм, а это уже много. Деталь будет «корявая» мелкие детали и канелюры потеряют выразительность.
Вот и получается что нужно сбрасывать и скорость и немного уменьшать температуру когда «Овалит» углы.
Повышать температуру не рекомендуется! так как водяной пар в блоке пенопласта не однородный, качественных деталей не получится. Будет много брака.
Следущее правило такое, пенопласт нужно резать сверху вниз.
Так как «прижег» испарит 2.5 мм пенопласта сверху детали и 2.5 мм снизу, то блок будет разваливается с каждым рядом вырезанных деталей. Уже через 5 рядов, блок усядет примерно на 25 мм. А если мы режем наличники на окна толщеной 40 мм то (Толщина блока 600 мм, в моем регионе) то рядов будет 13.
Станки и их конструкция
Как я писал в начале, нет никакой разницы какая конструкция станка.
Станки на тросах.
Данный тип конструкции получил свое название по тому как осуществляется привод.

Шаговые двигатели наматывают на специальные шкивы трос. Тем самым получается что один трос замкнутый в кольцо двигает ось Y и такой же трос и мотор двигают ось X. использование троса не только удешевляет всю конструкцию, но и обеспечивает синхронность перемещения. Так как трос практически не растягивается то движение каретки с одной стороны станка сдвигает также каретку на противоположной стороне. Расхождение возможно только если есть механические люфты.
Станки на ремнях.
Такие станки имеют два независимых портала и движение кареток осуществляется с помощью ремней. Ремень используется зубчатый.

Так как моторы не связаны механически то есть вероятность что движения будут не сонхронными. Эта особенность является особенностью. Для резки погонажных изделий эта особенность не пригодится.

И также правильно работает асинхронный принцип, только при возможности настраивать и управлять обеими порталами независимо программным способом. Если в программу не заложена функция разностороннего управления то это не правильно.
Станки на ШВП.
ШВП дает избыточную точность перемещения, но при этом остальные механические решения должны также соответствовать.
ШВП пригодна для перемещения тяжелых кареток с несколькими режущими струнами. Конструкция станка является наиболее дорогостоящей.
Точность станка это насколько крепко он собран. Часто точностью называют повторяемость. То-есть повторяемость это насколько будут отличатся две детали при том что остальные условия одинаковы.
Для фасадного декора, а именно для него в основе используют станки для фигурной резки пенопласта, не столь важно насколько конечное изделие соответствует линейке и соответствует мм и см. Гораздо важнее насколько все детали одинаковые. Если из тридцати одинаковых деталей вы видите что размеры отличаются более чем на один миллиметр. Это означает что повторяемость низкая нужно обратить внимание на механическую часть станка.
1. Возможно режущая струна не натянута, проволока при нагреве расширяется и пружины которые раньше держали ее под натяжением начинают провисать. Либо нужно поменять пружины либо натянуть струну сильнее.
2. Возможно шкивы на моторах разболтались и при поворотах мотора не поворачиваются вместе с ним. Необходимо затянуть зажимные болты на шкивах.
3. Возможно Трос или ремень не натянуты. Нужно проверить натяжение и если его нет то натянуть.
4. Возможно болты на раме раскрутились. Нужно проверить все болты и затянуть их. Уделите особое внимание болтам которые прижимают трос к раме или болты которые прижимают ремень к раме.
Программа управления
На примере ***** этой программы расскажем основные функции станка которые используются при резке декоративных элементов.
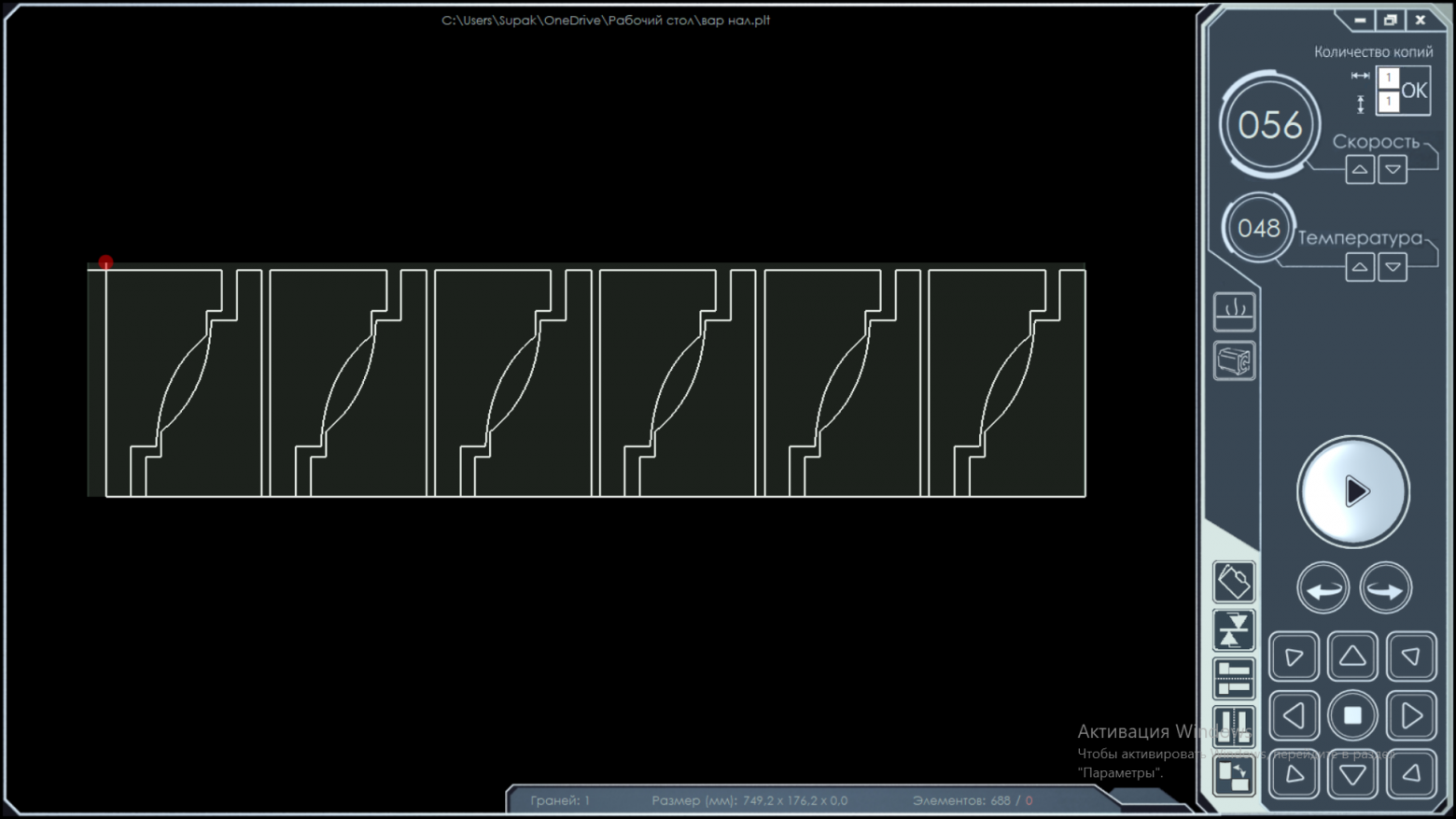
Интерфейс программы
Справой стороны экрана мы видим:
1. меню управления скоростью
2. Количеством копий открытого файла. Количество рядов и столбцов.
3. Управление температурой.
4. Кнопка Вкл/Выкл нагрев струны
5. Кнопка Вкл/Выкл питание моторов
6. Кнопка старт и стрелки ручного управления
7. Кнопка открыть файл
8. Кнопка смены направления воспроизведении файла
9. Кнопка отразить объект вертикально
10. Кнопка отразить объект горизонтально
11. Кнопка наклонить объект объект на 90 градусов
На экране мы видим открытый файл, это ряд из 12 элементов расположенных с разворотом.
Цикл работы
Цикл автоматической резки состоит из:
1. Открыли файл
2. Задали Скорость с которой станок будет двигаться и температуру струны
3. Нажать кнопку включить нагрев струны, Нажать кнопку включить питание моторов
4. Нажать Кнопку Старт
В процессе резки вы можете изменять скорость резки и температуру нагрева.
Дополнительные функции
1. При нажатии сразу двух стрелок на клавиатуре станок начинает бесконечно двигаться в сторону куда мы нажали стрелку первой. При этом с заданной скоростью и температурой. Если кнопка нагрева не включена то станок будет двигаться на максимальной скорости. Остановить станок можно удерживая любую из стрелок 2 секунды. Отпустив стрелку станок остановится.
2. При нажатом Ctrl и нажимая кнопку старт (коротко или длинно) станок будет двигаться по программе в обратном направлении.
3. При выключенных моторах и нагреве струны, удержание кнопки старт покажет на экране прохождение пути по которому будет двигаться станок.
Размеры деталей
Установка размеров и рисование выполняются в таких графических программах как CorelDraw или AutoCAD

Эти мощные графические редакторы дают широкий спектр возможностей для рисования.
Изменение размеров, частичное изменение когда изменяются только часть точек из которых состоит объект. Графические редакторы очень большая и обширная тема которая не рассматривается в данной статье.
Редактор для 3Д резки
Данный редактор нужен для создания файлов резки на поворотном столе.

Деталь создается из профиля нарисованного в 2Д редакторе и повторенного несколько раз. Иногда используется функция одновременной резки по двум ося X и Y и при этом поворотный стол вращается. Это доет дополнительные интерестные формы.
Опишу по шагам как создавать файлы
1. После открытия программы в левом верхнем углу нажмите кнопку «Файл» затем «Новый» в появившемся окне выберете нужный профиль детали в формате PLT
2. После того как профиль был выбран на экране появится этот профиль, далее в верх. нажмите кнопку «Настройки» далее «Приращивание угла»
Введите в градусах значение приращивания. Например 10 или 36 или 90 градусов. Обычно это будет число в сумме всех повторений которое дает 360 градусов.
3. После этого нажмите кнопку «Копия грани» столько рас сколько граней вы планируете получить. Допустим Приращиванее задали 36 градусов. Значит нажимая кнопку 9 раз мы получим полный оборот поворотного стола.
4. Далее нажимаем «Конструктор» «Изменить направление граней» и вводим цифру 1, нажимаем Enter.
5. Теперь мы уже можем сохранить данный файл в формате PL3 затем открыть в программе управления станком и начать резку.
В этом руководстве я постарался максимально подробно описать порядок всех действий для быстрого старта. Данное руководство рекомендуется показывать начинающим операторам чтобы не повторять одно и тоже несколько раз. Также я постарался показать несколько вариантов конструкций, их плюсы и минусы.
Автор — Alexey Bykovskiy
Возможно вы режете пенопласт по другому, пишите и я дополню руководство.
